Ternary Gas Mixture Measurements Using Micromachined
Thermal Conductivity Sensors
Xiang Zheng Tu

According to Chapman–Enskog theory
elastic gases deviation from the Maxwell–Boltzmann
distribution in the equilibrium is small and it can be treated
as a perturbation.
So the thermal conductivity of the ternary gas mixture can
be expressed as
Kmix = k1 N1 / (N1 +
N2 Φ12 + N13 Φ13) + k2 N2
/ (N2 + N3 Φ23 + N1 Φ21)
+ k3 N3 / (N3 + N1
Φ31 + N2 Φ32)
(1)
N1 + N2 + N3 = 1
(2)
where Φ12, Φ13, Φ 23,
Φ 21, Φ 31 and Φ 32 are the
Wasiljewa constants, k, k2, k3 are the conductivities of
air, carbon dioxide and water vapor, and N1, N2 and N3
are the molar fractions of air, carbon dioxide and water vapor.
The Wasiljewa constants can be given by
Φαβ
= (1/81/2) ( 1 + Mα/Mβ)-1/2 [ 1 + (μα /μβ )1/2
(Mβ / Mα )1/4 ]2 (3)
Hear Mα is the molecular weight of species α and
μα is the viscosity of pure species α. Equations (1),(2) and (3) has
been shown to reproduce measured values of the thermal conductivity of mixtures
within an average deviation of about 2%.
Equation (1) (2) and (3) are used to predict the thermal
conductivity of a gas mixture of CO2, O2 and N2.
The following data of the pure CO2, O2 and N2 at
1 atm and 293K can be found from a Physical Handbook.

It is assumed that molecular fractions of CO2 (1),
O2 (2) and N2 (3) are 0.133, 0.039 and 0.828
respectively. Using equation (3) it can be found the related values as
N1+N2Φ12+N13Φ13=0.763 (4)
N2+N3Φ23
+N1Φ21 =1.057 (5)
N3+N1Φ31
+N2Φ32 =1.049 (6)
Substitution in equation (1) gives
Kmix =(0.133)(383)(10-7) /0.763+(0.039)(612)(10-7)
/1.057+(0.828)(627)(10-7) /1.049
=584(10-7)
cal/cm-s-K (7)
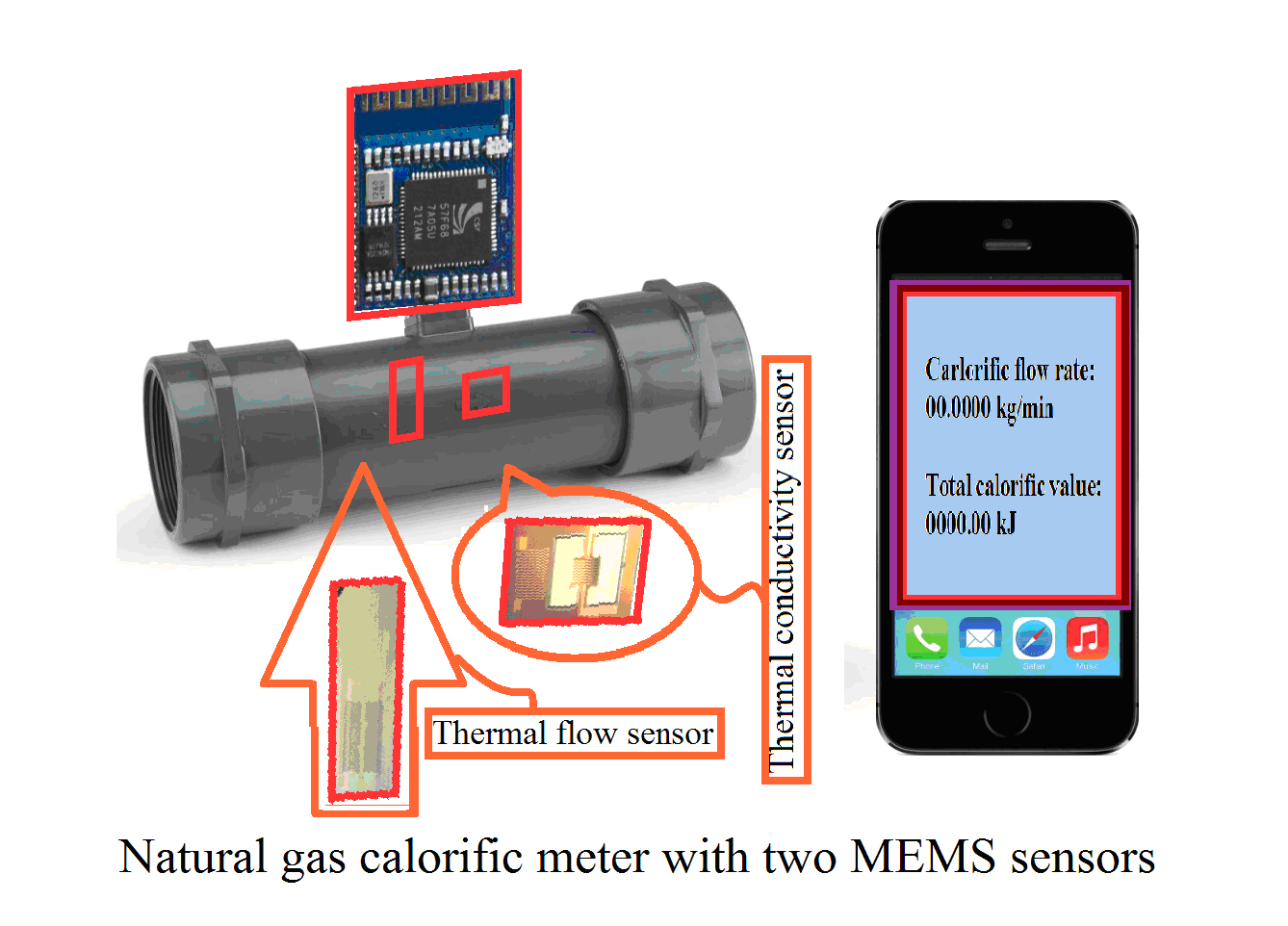
This is the principle of thermal conductivity sensors able
to measure the concentrations of any gas mixtures such as a ternary gas mixture
consisting of CO2, O2 and N2. The thermal
conductivity sensors manufactured by POSIFA Microsystems Company are shown in
the above figure. The sensors are created in a silicon substrate and configured
to have a hot plate suspending over a cavity recessed into the substrate, a
resistive heater and a plural of hot junctions of a thermopile disposed on the
hot plate and a plural of cold junction of the thermopile disposed the frame
region of the cavity which is formed by the substrate. An interface circuit of
the sensors is also shown in the above figure. The circuit comprises a
microcontroller, a pre-amplifier, a measurement thermal conductivity sensor and
a reference thermal conductivity sensor. The two sensors are heated by applying
PWM to the sensor heaters from the microcontroller. The outputs of the sensors
are sent to the pre-amplifier and then to the microcontroller for digital
processing. The reference sensor is used to compensate the offset, temperature
drift and noise of the measurement sensor.
The quality of air inside a building depends on the
concentrations of contaminants which are difficult to measure. However, CO2
levels, which are easy to measure, can be used in place of other measurements
to indicate the indoor air quality. CO2 is produced when people breathe.
Each exhaled breath by an average adult contains 35,000 to 50,000 ppm of CO2
– 100 times higher than 350 to 500 ppm that is typically found in the outside
air.
If a thermal conductivity sensing module is installed in a
building it will tell you how clean or polluted your air is, and also actuates
a ventilation system to supply the building continuously with fresh air. Other
applications of the thermal conductivity sensing modules include:
- 0 – 100% Hydrogen in Air
- 0 – 100% Methane in Air
- 0 – 100% Carbon Dioxide in Methane
- 0 – 100% Helium in Air